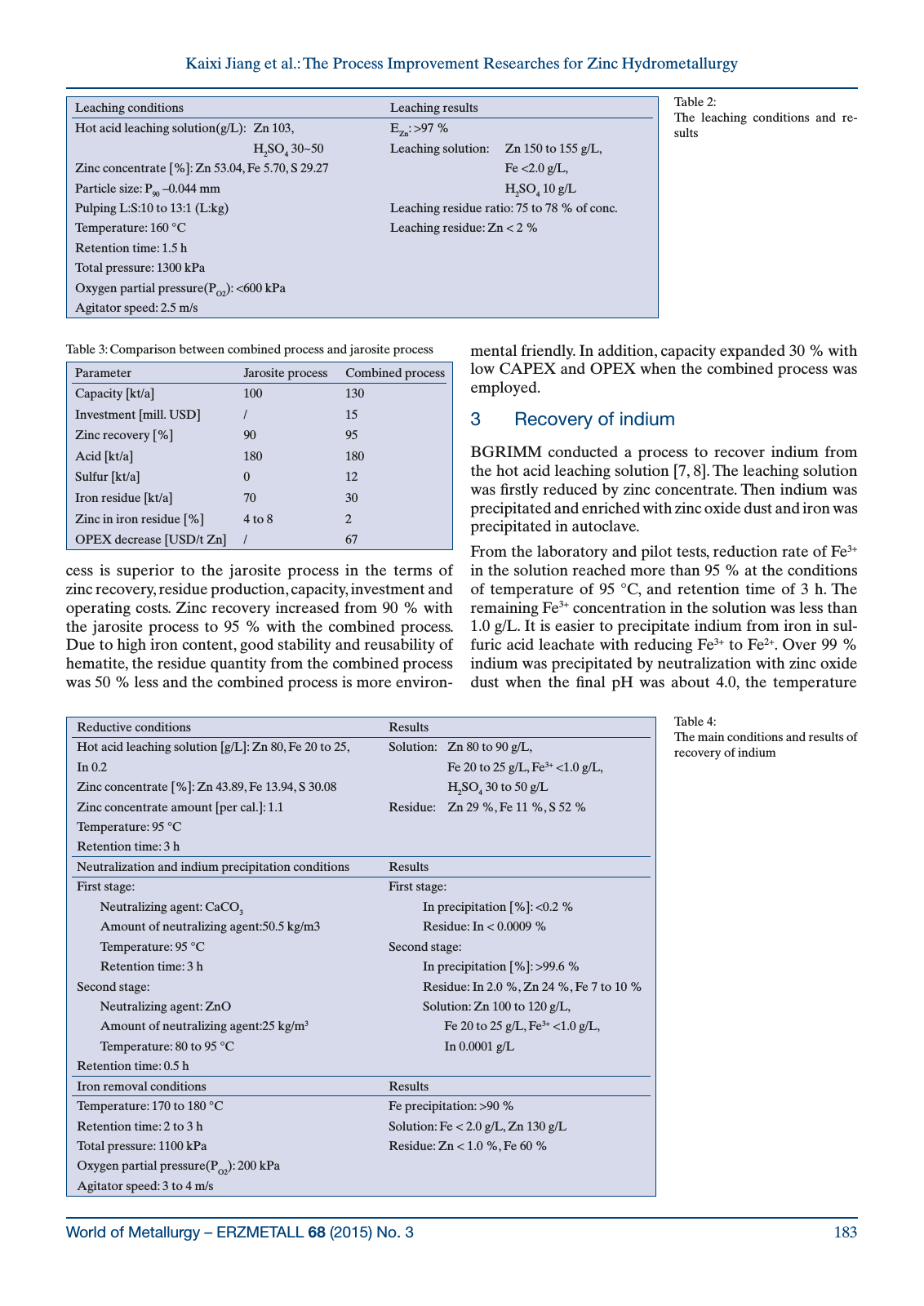
World of Metallurgy ERZMETALL 68 2015 No 3 183 Kaixi Jiang et al The Process Improvement Researches for Zinc Hydrometallurgy cess is superior to the jarosite process in the terms of zinc recovery residue production capacity investment and operating costs Zinc recovery increased from 90 with the jarosite process to 95 with the combined process Due to high iron content good stability and reusability of hematite the residue quantity from the combined process was 50 less and the combined process is more environ mental friendly In addition capacity expanded 30 with low CAPEX and OPEX when the combined process was employed 3 Recovery of indium BGRIMM conducted a process to recover indium from the hot acid leaching solution 7 8 The leaching solution was firstly reduced by zinc concentrate Then indium was precipitated and enriched with zinc oxide dust and iron was precipitated in autoclave From the laboratory and pilot tests reduction rate of Fe3 in the solution reached more than 95 at the conditions of temperature of 95 C and retention time of 3 h The remaining Fe3 concentration in the solution was less than 1 0 g L It is easier to precipitate indium from iron in sul furic acid leachate with reducing Fe3 to Fe2 Over 99 indium was precipitated by neutralization with zinc oxide dust when the final pH was about 4 0 the temperature Leaching conditions Leaching results Hot acid leaching solution g L Zn 103 H2SO4 30 50 Zinc concentrate Zn 53 04 Fe 5 70 S 29 27 Particle size P90 0 044 mm Pulping L S 10 to 13 1 L kg Temperature 160 C Retention time 1 5 h Total pressure 1300 kPa Oxygen partial pressure PO2 600 kPa Agitator speed 2 5 m s EZn 97 Leaching solution Zn 150 to 155 g L Fe 2 0 g L H2SO4 10 g L Leaching residue ratio 75 to 78 of conc Leaching residue Zn 2 Table 2 The leaching conditions and re sults Table 4 The main conditions and results of recovery of indium Reductive conditions Results Hot acid leaching solution g L Zn 80 Fe 20 to 25 In 0 2 Zinc concentrate Zn 43 89 Fe 13 94 S 30 08 Zinc concentrate amount per cal 1 1 Temperature 95 C Retention time 3 h Solution Zn 80 to 90 g L Fe 20 to 25 g L Fe3 1 0 g L H2SO4 30 to 50 g L Residue Zn 29 Fe 11 S 52 Neutralization and indium precipitation conditions Results First stage Neutralizing agent CaCO3 Amount of neutralizing agent 50 5 kg m3 Temperature 95 C Retention time 3 h Second stage Neutralizing agent ZnO Amount of neutralizing agent 25 kg m3 Temperature 80 to 95 C Retention time 0 5 h First stage In precipitation 0 2 Residue In 0 0009 Second stage In precipitation 99 6 Residue In 2 0 Zn 24 Fe 7 to 10 Solution Zn 100 to 120 g L Fe 20 to 25 g L Fe3 1 0 g L In 0 0001 g L Iron removal conditions Results Temperature 170 to 180 C Retention time 2 to 3 h Total pressure 1100 kPa Oxygen partial pressure PO2 200 kPa Agitator speed 3 to 4 m s Fe precipitation 90 Solution Fe 2 0 g L Zn 130 g L Residue Zn 1 0 Fe 60 Table 3 Comparison between combined process and jarosite process Parameter Jarosite process Combined process Capacity kt a 100 130 Investment mill USD 15 Zinc recovery 90 95 Acid kt a 180 180 Sulfur kt a 0 12 Iron residue kt a 70 30 Zinc in iron residue 4 to 8 2 OPEX decrease USD t Zn 67
Hinweis: Dies ist eine maschinenlesbare No-Flash Ansicht.
Klicken Sie hier um zur Online-Version zu gelangen.
Klicken Sie hier um zur Online-Version zu gelangen.